固态电池(8)


01
行业概述
固态电池不是单一材料的改变,而是从电极 → 电解质 → 电芯结构 → 化成工序的全面重构。
这种全链路的工艺变化,使得“设备端”成为最早确定商业化、最早兑现收入的环节。
当前行业共识是:
2024–2025:中试线密集建设期
2026–2027:小批量产线放量期
2028+:部分车型进入规模上车
与液态电池相比,固态路线新增大量设备需求,例如:
干法电极/纤维化设备(完全新增)
固态电解质膜成膜设备(新增)
胶框印刷、温等静压设备(关键新增)
高压化成分容系统(升级需求)
也就是说,固态电池量产所需的关键卡点并不集中在“材料突破”,而是集中在“产线装备的成熟度”。这让设备企业成为固态产业化的真正先行者。
从产业链价值来看,固态路线将使:
前段价值占比提升(干法+固态膜)
中段工艺成为核心增量区(叠片+等静压)
后段设备全面换代(高压化成)
这意味着:固态电池设备已经进入 确定性最强、投入回报率最高 的周期。
02
产业链全景
固态电池设备产业链可被清晰划分为三大部分:前段、中段、后段,每一段的技术变化都极具结构性,且带来真实的设备增量空间。
1)前段:从“湿法涂布”向“干法 + 固态膜复合”迁移
前段是变化最大的环节。传统湿法核心工序包括混浆、涂布、烘干、辊压,而固态路线下将形成全新的组合:
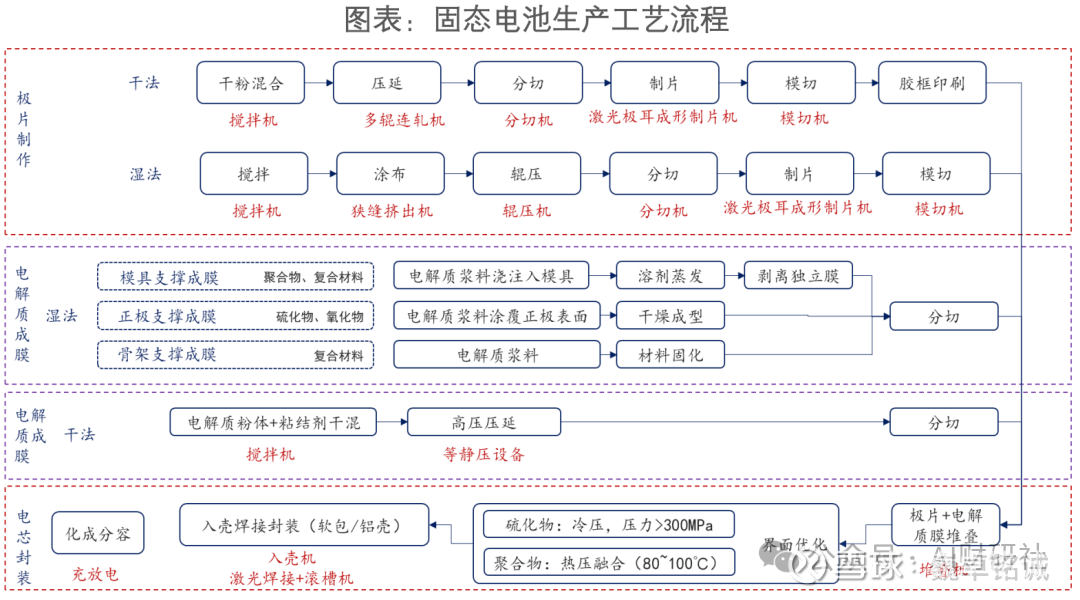
干法混料 → 纤维化 → 干粉涂布/喷粉 → 多辊压延 → 固态电解质成膜/复合 → 分切
新增设备集中在三类:① 干法电极设备(纤维化、干粉成膜)② 固态电解质成膜设备(压片/热复合)③ 高精度辊压设备(高温压延)
前段的设备价值占比预计将从液态电池时代的 30% 上升至 40%–45%,成为固态产线新增投入最高的部分。
1)中段:从卷绕时代走向“叠片 + 胶框 + 等静压”的结构化变革
固态电池对结构致密化、一致性、边缘强度的要求远高于液态体系,使中段成为固态工艺的关键枢纽。
中段工艺路线将从:卷绕 → 叠片(回形胶框) → 温/冷等静压 → 精密焊接/封装发生质变。
新增设备包括:
胶框印刷设备(固态特有工序)
固态叠片机(高精度贴合)
等静压设备(CIP/WIP/HIP)
固态膜激光微加工装备
中段决定固态电芯的“界面致密度”和“良率天花板”,是第二大增量市场。
3)后段:化成分容进入“高压化成时代”
液态电池的化成拘束压力仅需 3–10 t,而固态电池需要 60–80 t 的高压激活。
因此后段装备将经历一次 全面换代,变化包括:
化成压力提升 6–20 倍
温控精度提升至 ±3℃
夹具、层板材料升级为高强度合金钢
电源精度从普通提升至高精度微电流系统
高压化成将成为固态产线中技术门槛最高、更新幅度最大的环节。
前段新增、中段重构、后段升级,三段共同构成设备端最确定的成长逻辑。
03
政策脉络
固态电池的产业化之所以在 2025 年进入关键节点,是因为政策、资金、产业路线图已全面铺开。
1)国家层面:明确“固态电池专项攻关 + 量产时间表”
工信部、发改委等已明确支持固态电池研发与中试:
工信部重大专项(60 亿元级)
新型储能专项支持固态技术验证
对重点固态项目给予投资补助(部分地区 10–20%)
2027 年固态电池“上车示范”列入路线图
2025–2027 已被明确为固态中试向量产过渡的关键三年。
2)地方政府:密集开建固态电池生产线
江苏、浙江、福建、四川、安徽等多地启动固态示范基地建设:
合肥、芜湖、常州纷纷推动固态电池中试线落地
地方政府土地、厂房、贷款利率均给予优惠
固态设备投入可获得专项贴息与资金补助
地方集群化加速,使固态量产具备“规模化成本基础”。
3)整车厂 + 电池厂:明确小批量装车目标
多家车企、电池厂已给出清晰时间表:
2025:固态小样、电动车小规模路测
2026:中试线扩产
2027:多家车企宣布小批量上车
2028–2030:部分车型全面导入固态
头部企业布局明确:
丰田、本田、奔驰、宝马同步推进全固态路线
车企的排产计划反向驱动设备订单提前释放,使设备端进入“政策 + 客户双驱动”状态。
04
市场前景
尽管行业仍处于中试爬坡期,但两条确定性趋势非常明确:
① 头部厂商明确时间表
多家电池厂目标:2027 年前实现固态电芯小批量量产
目标能量密度:350–500 Wh/kg
对应产线设备投资将从 千万级中试线 → 数十亿级量产线。
② 设备端是最早兑现业绩的环节
中试线建设已经开启:胜利精密、先导、赢合、利元亨等已公布固态相关设备订单或研发进展。工艺重构导致新增设备占比显著增加,单位 GWh 投资强度预计提升 30–50%。
05
前段设备:固态电池“工艺重构”的最大受益者
前段(极片、电解质膜制备)是固态电池变化最大的环节,也是设备投资密度最高的区域。固态路线将前段从“湿法涂布 → 干法/固态膜复合”彻底重塑。
1)工艺路线全面演进:从湿法 → 干法 + 固态膜复合
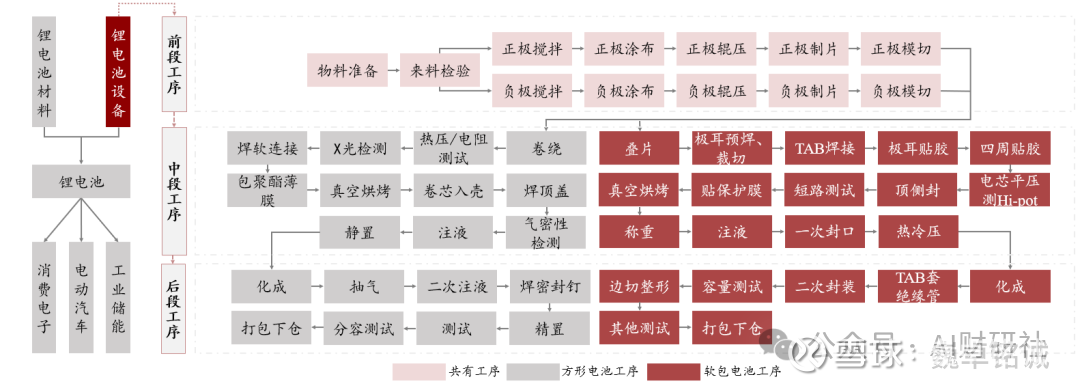
传统液态锂电的湿法路线包括:混浆 → 涂布 → 烘干 → 辊压 → 分切
固态电池的需求产生了三大变化:
① 干法电极规模化成主流趋势
取消溶剂(NMP),能耗降低 30–50%
压实密度提升 10–20%
支持更厚电极(>150 μm),助力能量密度 ≥400 Wh/kg
更适配固态电解质与电极直接复合
干法路线包括:纤维化 / 干法粉体喷涂 / 热熔挤压 / 直接压制 / 气相沉积 / 3D 打印
其中 PTFE 纤维化 + 干法压延 已成为目前最接近大规模量产的方案。
② 固态电解质膜需要独立成膜工序
硫化物、氧化物电解质均需形成 10–30 μm 的薄膜→ 增加电解质膜压制、涂覆、热复合等全新设备需求。
③ 前段一体化趋势明显
例如:干法压延 + 电解质热复合 一体机;减少搬运、节约厂房面积、降低尺寸偏差。
2)核心新增工序与关键设备系统
前段可拆为 6 大设备体系,每一类均涉及技术壁垒。
①干混与预处理设备(粉体均质化)
用于将活性物质+导电剂+粘结剂(PTFE)实现均匀分散:
核心设备:
VC 高效混合机
双运动混合机
高速搅拌机
带真空脱泡功能的混合系统
关键指标(竞技点):
材料分散度 ≤ 5% 误差
控湿能力(硫化物对水极敏感)
低温混合(避免材料团聚)
②纤维化设备(干法核心工艺)
PTFE 成纤决定电极机械强度与可压性,是干法工艺决定性环节。
代表设备:
双螺杆纤维化挤出机
气流粉碎机
超声喷射磨
密炼机
关键技术指标:
纤维长度 2–20 μm
纤维直径亚微米级
纤维分布均匀性 ≥95%
纤维化是否稳定,是干法电极能否大规模量产的核心壁垒。
③造粒 / 计量 / 定量进料系统(精度决定膜厚)
作用:将纤维化后的粉体形成可控颗粒并稳定进料。
关键设备:
自动称量系统
定量给料机
粉体分散器(防止团聚)
关键指标:
进料误差 ≤ ±0.5%
粒径 D50 5–20 μm
产线稳定性(不堵料、不架桥)
④干法成膜设备 / 干法涂布设备
干粉如何均匀“落”在基材上,是工艺关键。
设备路线包括:1)静电喷粉涂布机2)干粉层叠机3)粉体分散成膜平台
核心要求:
膜厚均匀性 < ±1–2 μm
面密度偏差 <1.5%
粉体利用率 >95%
⑤辊压设备(干法 vs 湿法全面升级)
固态/半固态电极要求更高压实密度:
参数越高越好:
辊压压力 ≥200 kN
温控范围:常温–200℃
辊隙控制精度:< 3 μm
同时出现创新设备:多级热压 / 变温辊压 / 电极-电解质一体复合辊压
⑥固态电解质成膜与热复合设备
固态电解质膜(10–30 μm)需要独立压制:
设备包括:
电解质压片机(双压头)
转印涂覆机
热复合设备(热压 + 精控对位)
关键要求:
层间粘结力 ≥ 0.8 MPa
压实密度 ≥ 95%
粒径分布一致性稳定
前段是固态电池最重要的“新增设备体系”之一,价值量高、增长确定性强。
06
中段设备:叠片 + 等静压构成固态电芯“成型核心”
中段是固态电池最关键的成型区域,负责“将极片–固态电解质–负极”精确叠放并压实,是良率最敏感的环节。
1)工艺路线变化:卷绕被弱化,叠片成为绝对主流
液态电池:卷绕为主固态电池:叠片 + 胶框 + 高压等静压(CIP/WIP/HIP)
原因:
无隔膜 → 不适用高速卷绕
固态电解质脆性高 → 更适合平整堆叠
需在高压下保持结构完整 → 胶框是必要支撑
2)中段设备全景体系
① 胶框印刷设备(固态新工艺核心)
功能:在极片边缘形成绝缘/支撑框,防止等静压时塌边。
工艺路线:
钢网印刷(量产主流)
UV 光固化印刷(精度高)
喷涂 / 点胶(中试用)
关键指标:
印刷胶厚度精度 < ±1–2 μm
位置偏差 < ±50 μm
胶框完整性 ≥ 99%
胶框印刷不合格会直接导致整片报废,良率影响极大。
② 高精度叠片机
固态叠片的要求比液态高得多,关键要求:
对位精度 < ±0.1 mm
叠片完好率 ≥ 99.5%
支持胶框结构
材料柔性处理(固态膜易脆)
创新趋势: “胶框印刷 + 叠片一体机”;减少搬运,提高良率。
③ 等静压设备体系(CIP/WIP/HIP)
固态电池必须经历一次“整体致密化”过程。设备分三类:
CIP – 冷等静压(常温)
压力范围:100–400 MPa
优点:成本低、速度快
作用:压实层间孔隙
WIP – 温等静压(100–200℃)
提升离子界面接触
降低固态界面阻抗
HIP – 热等静压(>400℃)
确保界面致密性最优
但成本高、节拍慢,多用于氧化物体系
设备要求:
压力均匀性 < 5%
腔体泄漏率极低(硫化物对水敏感)
温度均匀度 < ±3℃
等静压是固态电池难度最高的工序之一,也是良率差异最大的来源。
④ 激光微加工设备(贯穿整个中段)
用于:
极片绝缘制痕
开槽
固态膜切割
硅碳负极切割
设备要求:
激光线宽 < 20 μm
热影响区最小化(防止电解质分解)
高精度定位系统(<5 μm)
激光加工在固态电池中比液态扮演更重要的角色,是“标配设备”。
07
后段设备:高压化成分容全面升级
后段流程由传统的“低压化成 → 常温分容”升级为高压化成 → 精控温压同步管理。
1)固态化成的本质变化:需要“极高压力”与“更严苛温控”
液态 vs 固态对比:
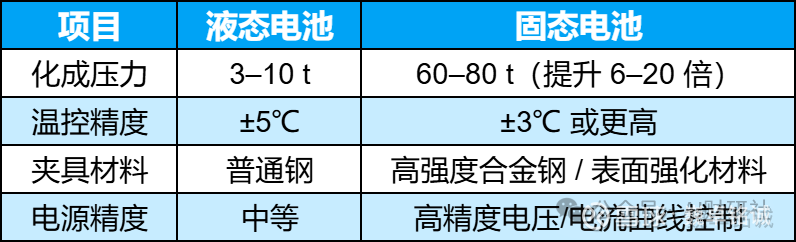
高压化成的作用:
压实固态界面
消除微孔
降低界面阻抗
建立稳定界面层(SEI/CEI)
这是固态电池最关键的电化学激活过程。
2)后段关键设备体系
① 高压化成分容一体机(核心增量设备)
功能:在“高压 + 精准电压曲线”下完成固态电池活化。
关键性能参数:
层板承压能力 ≥ 60–80 t
压力控制精度 < 2.5% RD
电流精度:±0.02% F.S
温控均匀度:±3℃
同时要求:
保护机制(超压/超温自动断电)
高压绝缘设计
双循环水冷系统
② 高压夹具系统
固态电芯在化成时必须处于“外力约束”状态。
关键参数:
平面度 < 0.1 mm
材料屈服强度 > 1500 MPa
夹具均压设计(防止局部应力过高)
夹具的成本在固态路线中显著提升,与设备绑定度强。
③ 精密电源系统
固态化成更依赖:
微电流策略
多段电压阶梯
OCV 恢复时间监测
温度补偿曲线
设备价值量:较液态提升明显(高精度电源成本更高)。
④ 热管理系统
多区加热
平板加热 + 油冷
层板温度控制
温差偏差 <3℃
固态电解质(特别是硫化物)对温度极其敏感。
08
产业趋势总结
① 干法电极全面铺开,纤维化成为主流路线
前段设备将进入设备厂最早兑现收入的阶段。
② “胶框印刷 + 叠片 + 等静压”成为固态量产黄金工艺
中段工艺决定良率和一致性。
③ 高压化成分容需求大爆发
市场规模预期将比液态体系提升 3–5 倍。
④ 设备集成化趋势明显
前段:辊压 + 复合一体机中段:胶框印刷 + 叠片一体机后段:化成 + 分容 + 工艺数据一体化平台
⑤ 2025–2027:固态设备的黄金投资窗口
政策明确、车厂排产明确、材料路线趋稳,设备端已进入“业绩兑现”周期。
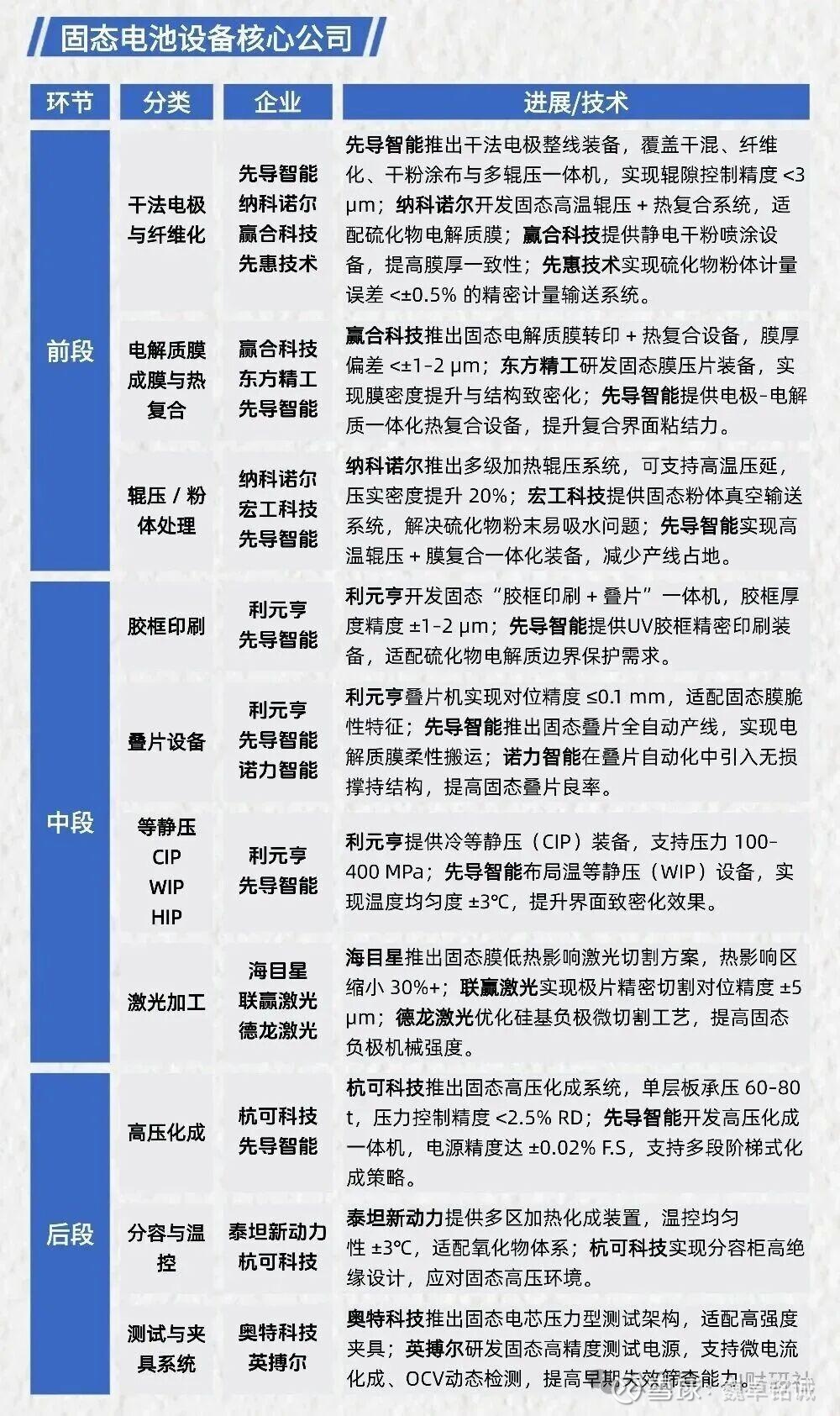
09
核心公司