高纯硫铁矿直接生产硫化锂让成本断崖式下降,硫化物全固态电池商业化成本制约因素消除

硫化物固态电池目前被业界公认为固态电池终极选择,但其关键电解质材料硫化锂生产成本据说超过400万/吨,这么离谱的材料成本成为硫化物全固态电池商业化的拦路虎,寻找新的硫化锂生产技术路线成为业界共识。
下面介绍天宜锂业“一种使用黄铁矿制备电池级硫化锂的方法”,其生产硫化锂不仅原料选材普通、生产过程常压、中温,提纯容易,每吨硫化锂原材料成本按目前市场价不足10万,按市场期望的工业化生产30∽50万/T应该利润丰厚。
一、本专利的要点介绍及目前已有硫化锂合成方法优短点分析
天宜锂业申请的专利(CN117985660A)非常有价值,它详细介绍了一种名为“一种使用黄铁矿制备电池级硫化锂的方法”的具体工艺。
1、目前已有硫化锂合成方法(包括球磨法、溶剂法、高温高压法等)的优短点分析。
目前合成方法能耗高、原料不易回收、环境污染重、合成成本高、经济效益差。
2、本专利具体实施范例
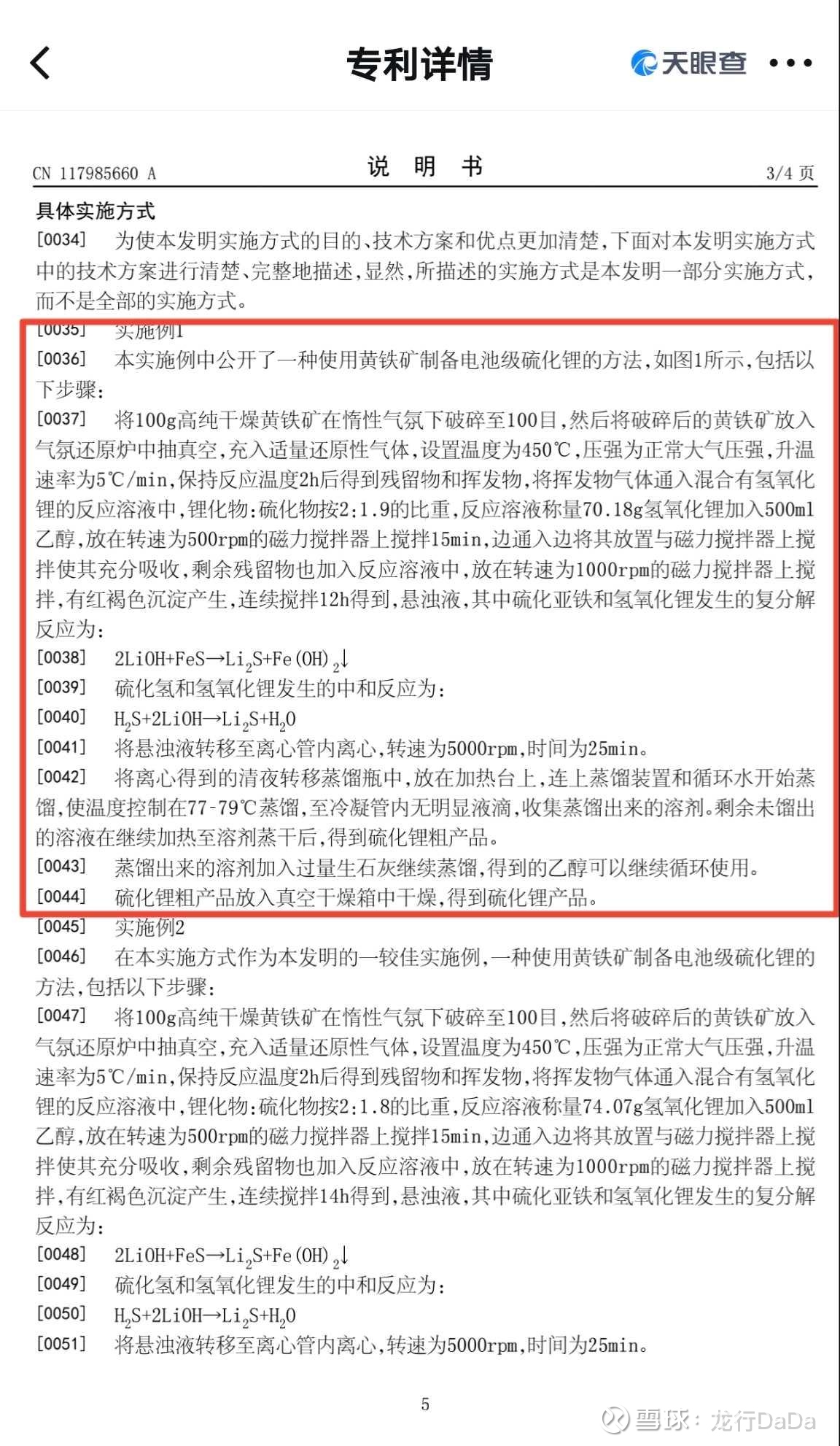
根据专利内容,梳理并解读了该技术路线的具体步骤、创新点和潜在优势,旨在分析其技术路线的可行性并推测其可能的生产成本及竞争优势。
二、该技术路线的潜在成本构成分析
1. 原材料成本:
高纯黄铁矿:这是最核心的原料。$粤桂股份(SZ000833)$ 拥有全球第二大的富硫铁矿(2.08亿吨),其贮量占我国富硫铁矿资源的85%,资源丰富,原料成本可控。
氢氧化锂:原料成本最主要部分,根据推算生产1吨硫化锂(Li₂S)需1.04吨氢氧化锂(LiOH)。
反应溶剂(如乙醇):专利中强调溶剂可以蒸馏回收并循环使用。如果能实现高效回收(>95%),那么溶剂的消耗成本可以控制在很低水平。
其他:可能包括用于创造还原性气氛的气体(如氢气、氨气)等。
2. 能源成本:
热分解工序:在常压下,400~500℃下进行1~6小时。能源成本(电或天然气)相对可控。
蒸馏工序:蒸馏回收乙醇需要在77~79℃下进行,需要消耗一定能量。
真空干燥:最后的干燥步骤也需要能耗。
总体来说,能源成本也是可控的。
3. 设备与投资成本:
该工艺涉及常压、中温热解、气体处理(硫化氢有毒且易燃)、溶剂回收等单元操作,对设备的材质(耐腐蚀)、密封性(惰性气氛保护)和安全性有一定要求。初始的设备投资可能会高于一些简单的固相法,但设备投资相对可控。
4. 环保与安全成本:
处理副产物:热分解会产生硫化氢(H₂S) 气体,这是一种剧毒且易燃的气体。专利中将其作为反应物通入下一步,大大降低了硫化氢风险和处理成本,但必须配套完善的安全吸收、处理和监控系统,这部分成本不容忽视。
固体废物:流程中会产生固体沉淀(可能是未反应的物质或其他副产物),处理这些固体废物也需要成本。
三、该技术路线的潜在的降成本优势
1. 原料廉价易得:核心原料黄铁矿成本低。相比于使用昂贵的金属锂或氢化锂的球磨法,原料成本优势巨大。
2. 避免使用极端条件,降低了设备成本和工控生产成本:不同于需要高温高压,该专利方法在常压、中温下进行,降低了设备要求,也降低了投资成本和工控成本。
3. 溶剂可循环:相比于一次性使用有机溶剂的溶剂法,该专利设计了溶剂回收循环系统,能大幅降低溶剂消耗成本和废液处理成本。
4. 产品分离提纯简单丶纯度更高:将反应液离心得到的清液蒸馏回收溶剂,剩下的继续加热干燥即硫化锂,减少了后续提纯的成本和损耗。
四、可能的成本推测
本专利路线原材料成本主要是氢氧化锂,按目前市场价9万/T,生产1吨硫化锂约需1.04吨氢氧化锂,加上其他原材料成本一起不会超过10万,假设设备投资及生产过程费用算10万/T,意味着此法生产硫化锂成本可控制在20万元/T内。
诚恳请相关化工领域专业人士对此专利及分析提出宝贵意见,不惜赐教,多谢!