M9材料【金刚石钻针】产业进度总结


PS:回想起大学时光,咱真是玩过钻针,那时候做单片机,自己画电路,腐蚀铜板,打孔。还只是单层板哈哈,钻针咱也打断过好几根。近期这个PCB研究真是回忆杀![]() $沃尔德(SH688028)$ $四方达(SZ300179)$ $中钨高新(SZ000657)$ 球友们,有没有学电子的?
$沃尔德(SH688028)$ $四方达(SZ300179)$ $中钨高新(SZ000657)$ 球友们,有没有学电子的?![]()
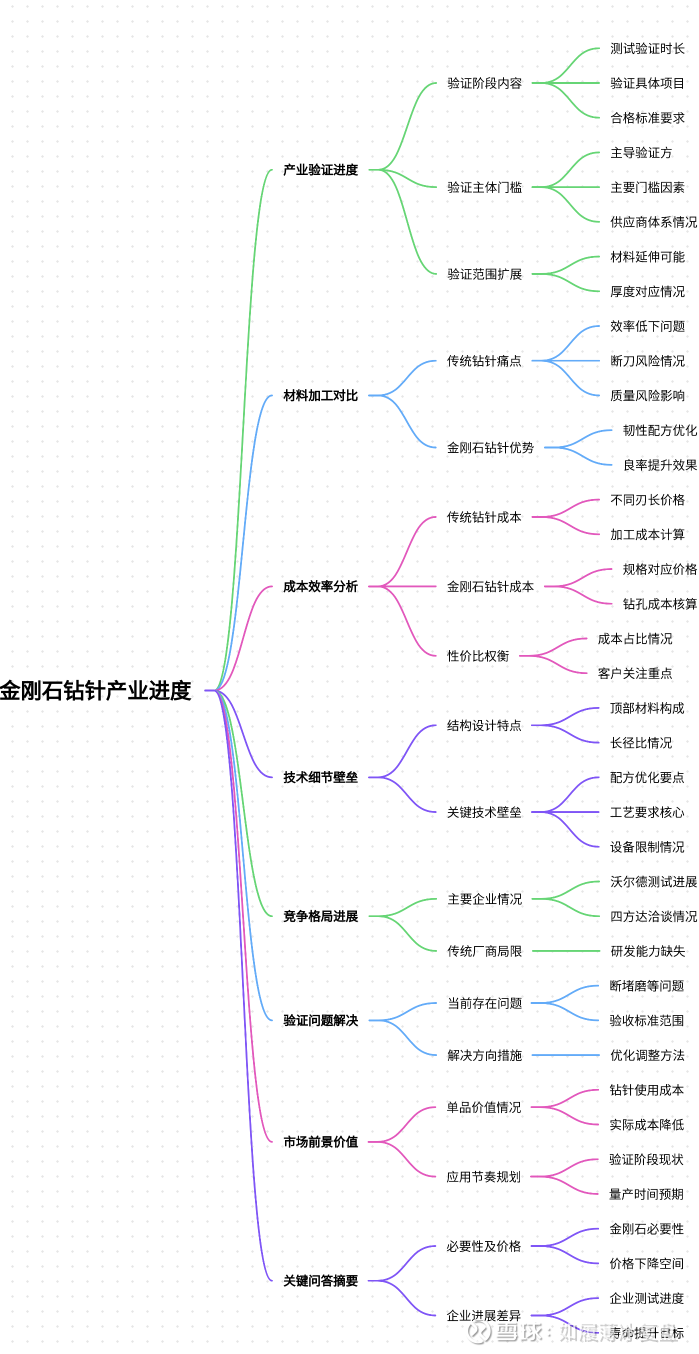
一、金刚石钻针产业验证进度
验证阶段与内容:
验证已进行3-4个月,目前处于测试版/验证版阶段。
验证内容包括: 矩阵型孔距阵列(如BGA)、孔的直线度、可靠性测试。 需从第一个孔钻至第一万个孔,并切片检验孔质量。
合格标准:至少1万个孔内不断刀;批量生产需达到2万个孔不断刀。
验证主体与门槛:
由PCB厂主导验证,因钻针为辅助物料,无需下游终端客户(如英伟达)认证。
主要门槛是满足PCB厂对成本控制和品质管控的要求。
目前仅配合客户(如深南电路、沃尔德等)测试,尚未正式进入供应商体系。
验证范围扩展:
若M9材料验证成功,可能延伸至4-6毫米厚的M8材料(当前M8每500孔换刀,M9每100-200孔换刀)。
二、M9材料加工痛点与金刚石钻针优势
传统钻针痛点:
效率低:单次换刀耗时30秒,日换500把刀需5-6小时;M9材料钻孔速度仅8000孔/小时(常规板材为2万孔/小时)。
断刀风险高:M8/M9材料含高硅(二氧化硅),硬度大,易导致断刀,造成PCB板报废。
质量风险:高级板材(如英伟达)不接受断刀情况。
金刚石钻针优势:
高韧性配方:优化金刚石含碳量等参数,减少断刀风险。
提升良率:避免因断刀导致的板子报废,保障加工品质。
三、成本与效率对比分析
传统钻针成本:
刃长4.5mm:1.5-1.6元/把;6.5mm:4.5-4.6元/把;8mm:6元/把;10mm:10元/把。
加工5mm厚板需分三把刀钻孔,每把刀钻200孔后更换。加工20万孔需1000把刀,成本约4000元。
金刚石钻针成本:
0.25mm规格:1500元/把;0.2mm规格:2000元/把。
每把刀可钻1万孔,加工20万孔仅需20把刀,成本约2万元。
性价比权衡:
M9 PCB板单价高达80万元/平米,钻针成本(约2-4万元)仅占售价的1/20。
客户更关注良率、孔质量、效率,而非短期成本,预计M9材料中80%-90%场景将采用金刚石钻针。
四、技术细节与壁垒
结构设计:
金刚石钻针顶部1-1.5mm为聚晶金刚石,通过焊接工艺制成。
长径比:0.25mm直径钻针长7.5-8mm(长径比30:1);0.2mm直径钻针长7mm(长径比35:1)。
关键技术壁垒:
配方优化:需调整金刚石韧性(初期沃尔德因配方问题断刀,优化后寿命达1万孔)。
工艺要求:核心为焊接与研磨抛光,仅沃尔德、四方达等少数企业掌握。
设备限制:需瑞士进口激光研磨机(单台600万元),日产能仅50把,产能有限。
五、竞争格局与供应商进展
主要企业:
沃尔德:已在深南电路测试,寿命达1万孔,计划进入盛弘科技测试。
四方达:刚与深南电路、沪电等洽谈,未开始测试,无具体寿命数据。
传统厂商局限:
鼎泰、荆州等仅生产传统涂层钻针,无金刚石研发能力,需外购材料,易断刀。
六、验证问题与解决方案
当前问题:
断刀、堵孔(孔距近时排尘不畅)、中间磨损(首孔孔粗15微米,末孔25微米)、拉铜丝、孔壁粗糙度高等。
验收标准为孔粗≤35微米,当前问题均在标准范围内。
解决方向:
优化进口设计减少堵孔;调整参数解决拉铜丝;使用大扭力钻机(16万转)改善磨损。
七、市场前景与价值量
单产品价值量:
加工20万孔需20把金刚石钻针(按1万孔/把),成本约2万元。
因钻针可翻磨复用,实际成本可降至一半(约1万元),单机柜总成本约5万元。
应用节奏:
当前处于实验室验证阶段,预计2026年下半年(Q3)实现正胶背板量产。
目标通过配方优化将单刀成本降至1200-1500元。
八、关键问答摘要
M9材料是否必须使用金刚石钻针? 是,因传统钻针无法满足加工要求,使用概率达80%-90%。
价格是否有下降空间?
短期无降价空间(最低1000元/把),因无批量需求。
沃尔德与四方达进展差异? 沃尔德已进入测试阶段,四方达刚起步,需1-2周测试周期。
金刚石钻针寿命? 当前寿命为1万孔,目标提升至2万孔。
总结
金刚石钻针是解决M9/M8高硬度材料加工痛点的关键技术,虽成本高昂,但能显著提升良率和效率。产业仍处于验证阶段,沃尔德领先,四方达跟进,传统厂商无力竞争。量产需解决断刀、磨损等问题,并依赖高端进口设备,预计2026年下半年实现商业化应用。