豆包说:
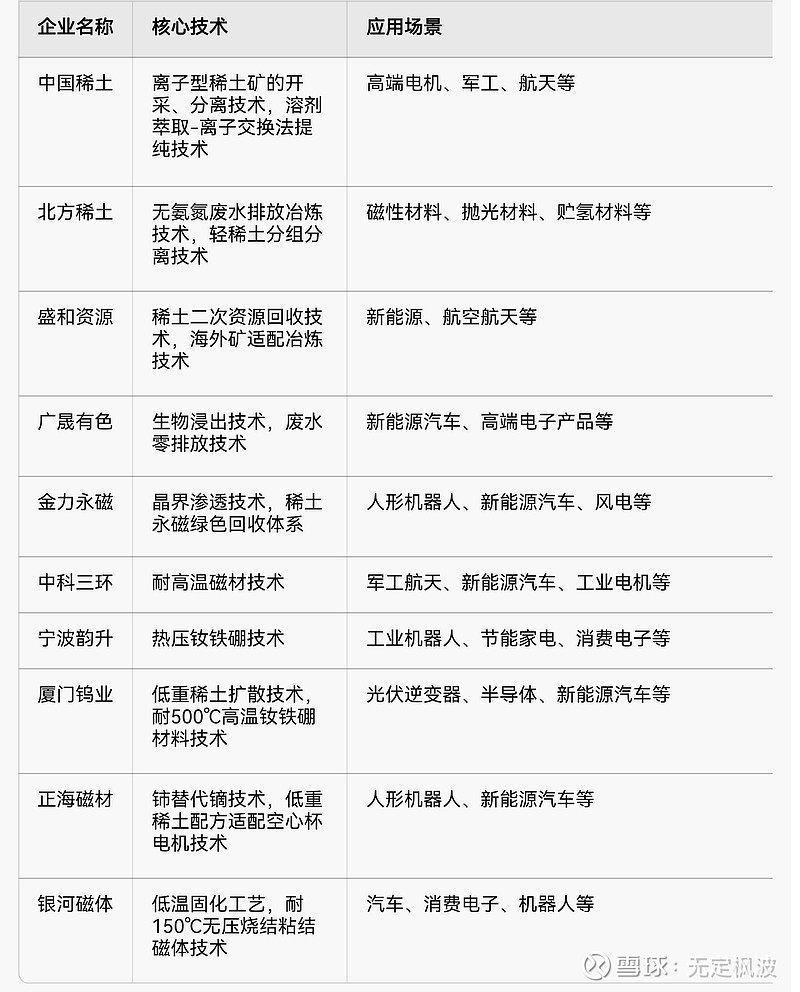
国内具备稀土相关核心技术(涵盖开采冶炼、永磁材料、绿色回收等领域)的企业,可按技术类型及代表企业分类如下,核心技术能力与应用场景明确:
一、稀土开采与冶炼分离核心技术(上游)
1. 中国稀土集团(含中国稀土000831.SZ)
- 核心技术:绿色无铵开采技术(原地浸矿工艺),资源回收率达85%(超行业平均10个百分点);中重稀土(镝、铽、钇)提纯技术,可生产纯度99.991%的高纯氧化铽,为军工、芯片领域提供关键材料。
- 子公司支撑:湖南三环稀土、广西国盛稀土专注中重稀土冶炼分离,技术壁垒全球领先。
2. 北方稀土(600111.SH)
- 核心技术:无氨氮废水排放冶炼技术(绿色冶炼标杆),解决轻稀土分离环保痛点;轻稀土(镧、铈、镨、钕)分组分离技术,依托包头白云鄂博矿,冶炼分离产能21万吨/年(全球第一),镨钕氧化物产量占全国60%以上。
- 基地支撑:甘肃稀土(全球最大轻稀土分离企业)、包头华美稀土实现轻稀土全元素高效分离。
3. 盛和资源(600392.SH)
- 核心技术:稀土二次资源回收技术(回收率超95%),2024年通过该技术降低成本1.2亿元;海外矿(美国芒廷帕斯矿、坦桑尼亚Ngualla矿)适配冶炼技术,可处理独居石矿(含钍、铀)及海滨砂矿,原料成本较国内低30%。
4. 广晟有色(600259.SH)
- 核心技术:生物浸出技术(提升矿石回收率至85%)、废水零排放技术,中重稀土(铕、钆、钬)分离成本较行业低15%;新丰稀土项目将应用智能化分离设备,投产后中重稀土分离产能翻倍。
二、稀土永磁材料核心技术(中游)
1. 金力永磁(300748.SZ)
- 核心技术:晶界渗透技术,大幅减少重稀土(镝/铽)用量60%以上,成本控制全球领先;全球首个“稀土永磁绿色回收体系”,实现磁材废料闭环再生,新能源汽车、风电领域磁材市占率均居全球第一。
2. 中科三环(000970.SZ)
- 核心技术:高端磁体(磁能积≥50MGOe)制备技术,国内高端磁体产能第一;-196℃超低温磁体技术,为航天深空探测(如卫星、探测器)提供关键材料,打破国外垄断。
3. 正海磁材(300224.SZ)
- 核心技术:54MGOe超高磁能积量产技术(突破日立专利封锁),国内唯一实现该规格量产;无重稀土高耐蚀磁体技术,成本降低20%,适配新能源汽车电机严苛环境,为蔚来、比亚迪主力供应商。
4. 大地熊(688077.SH)
- 核心技术:热压钕铁硼(Hot Pressed)量产技术,全球仅3家(含日本爱知)掌握,产品用于高端汽车EPS(电动助力转向)、工业机器人关节电机;各向同性粘结磁粉技术,为3D打印永磁体奠定基础。
5. 有研新材(600206.SH)
- 核心技术:超高纯稀土金属靶材制备技术(半导体领域关键材料);含铈/镧低成本磁体技术,解决轻稀土(铈、镧)积压问题,承担国家“十四五”稀土永磁重大专项,布局下一代超高矫顽力磁体(HDDR技术)中试线。
三、细分领域特色技术(配套)
1. 英洛华(000795.SZ)
- 核心技术:耐高温钐钴磁体技术(耐温超350℃),全球最大钐钴永磁生产商,垄断航空航天、导弹制导市场;军用耐辐照磁体技术,为卫星姿态控制提供核心组件。
2. 银河磁体(300127.SZ)
- 核心技术:低温固化工艺,粘结钕铁硼磁体精度达±0.05mm,全球粘结磁体市占率超35%;耐150℃无压烧结粘结磁体技术,填补电动汽车电机磁材空白,适配微特电机(传感器、步进电机)需求。
3. 宁波韵升(600366.SH)
- 核心技术:超高矫顽力磁体制备技术(耐温超200℃),满足汽车电机高温工况;纳米涂层技术解决磁体腐蚀难题,延长新能源汽车电机寿命,消费电子(TWS耳机)磁钢市占率70%。